



Повышение эффективности технологических процессов обеспечивается разработкой операций имеющих близкие значения оперативного времени, позволяющих создавать непрерывные блоки технологических операций [1]. Такой подход приводит, кроме всего прочего, к уменьшению времени переходных процессов, влияющих на экономические показатели и показатели качества продукции. Так как определяющей операцией при обработке катанки является волочение, то операции подготовки поверхности катанки к волочению должны иметь оперативное время близкое со временем пластической деформации. Имеется много технологических решений конструирования таких операций, в частности [2], в которых собственно операция волочения производится на традиционном волочильном инструменте. Именно это создает определенные трудности, связанные с износостойкостью волок. Те же проблемы возникают в процессах знакопеременного изгиба с растяжением – окалиноломанием. Но развитие этого направления, связанного со значительным увеличением вытяжки до 1.5- 2.0, позволяет совместить две операции без использования волок на первых проходах [3, 4, 5, 6, 16, 17,18]. Проведенные исследования в этом направлении позволили создать новый инструмент для решения задачи совмещения двух операций: удаления окалины и пластической деформации [2]. Операция вытяжки проволоки без использования волоки по современной терминологии попадает под понятие – «бесфильерное волочение», операция предполагает ввод в очаг деформации дополнительной энергии: тепловой – нагрев, механической – изгиб, – ультразвук и т. д. [4, 3, 16,17,18].
Цель исследований. Для оценки возможности дальнейшей обработки проволоки волочением были исследованы геометрические характеристики проволоки и причины возникновения дефектов формы.
Материалы и методы исследования
Для исследования процесса бесфильерного волочения создана экспериментальная установка с кинематически заданной вытяжкой (рис. 1). В исследованиях образцов оценивались: дефекты формы и другие свойства проволоки. Образцы подготавливались из стальной проволоки «Сталь 10» после светлого отжига. В экспериментах варьировались степени деформации и энергия ультразвукового поля. Исследования проводились в соответствии с методами испытаний, определения и описания параметров результатов, которые установлены стандартами: ГОСТ 5639-82, ГОСТ Р 50708-94, ГОСТ 1579-93, ГОСТ 2789-73, ГОСТ 9450-76 и другими.
Конструкция технологической установки для реализации способа для бесфильерного волочения включает в себя бесфильерную волоку (рис. 1) с отражательным элементом, создающим режим стоячей волны для ультразвуковых колебаний. Схема предусматривает изменение кинематики движения проволоки (рис. 2), которое создает дополнительные напряжения изгиба суммирующиеся с продольными растягивающими напряжениями. В определенных случаях эти напряжения приводят к пластической деформации. Упрощенно схему деформации проволоки можно представить как два очага деформации на изгибе и разгибе (рис. 3).
В устройстве поверхность металла испытывает растяжение-сжатие, аналогично протяжке в роликовых окалиноломателях, но при значительном растяжении, вплоть до достигаемых в фильерах вытяжек и более. Внешний вид устройства бесфильерного волочения показан на рис. 1. Для снижения сопротивления металла деформации и снижения сил трения, увеличения пластической деформации, вытяжка происходит с наложением силового ультразвука, подводимого в зону деформации через волновод (источник ультразвука на рисунке не показан).
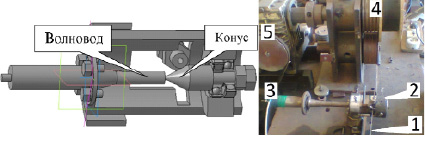
Рис. 1. Конструкция инструмента для установки бесфильерного волочения и лабораторная установка для исследования параметров бесфильерного волочения проволоки. Цифрами показаны: 1 – проволока, 2 – инструмент для бесфильерного волочения, 3 – генератор ультразвука, 4 – барабаны натяжной станции, 5 – привод установки
Предварительные исследования [1, 6] показали необходимость перехода от цилиндрических к конусообразным роликам. Траектория движения изделия в инструменте, образованным конусным роликом и плоскостью волновода показана на рис. 2.
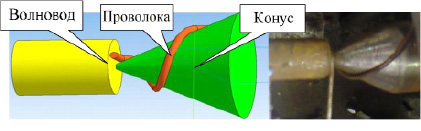
Рис. 2. Схема и фотография траектории движения катанки (проволоки) в инструменте, а также схема области схода катанки с ролика
Результаты исследования и их обсуждение
Исследования [5,6] показали, что эти деформации и обрывность зависят от факторов: диаметра проволоки и диаметра отражательного элемента; силы протяжки, зависящей от вытяжки; дробности деформации; мощности ультразвука. На проволоке Сталь 10 диаметром 1,20 мм на лабораторном волочильном стане с бесфильерной волокой реально достигнуты обжатия 0,50-0,55.
В процессе волочения возникает необходимость обрабатывать проволоку со сварными швами. Проволока со сварными швами имеет закаленные участки с большой твердостью, не поддающиеся изгибу на отражательных элементах. Такая проволока сильнее изгибается и растягивается на участках прилегающих ко шву, там образуются шейки, что приводит к обрыву (рис. 3) при дальнейшем волочении в волоках. Для проволоки со сварными швами достигнуты обжатия до 28 %.

Рис. 3. Сварной шов и шейки на проволоке после бесфильерного волочения изгибом – растяжением, обжатия 30 %
Процесс волочения удалось вести без противонатяжения. При нескольких проходах с обжатиями до 70 % образуются шейки (рис. 4). Для исключения процесса образования шеек предложено использовать наложение ультразвуковых колебаний на очаг деформации. Уменьшает склонность к образованию шеек жесткость системы проволока – ролик.
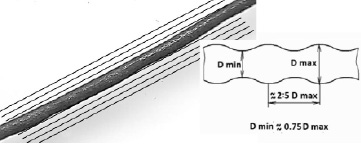
Рис. 4. Шейки. Слева фотография неравномерности толщины проволоки по длине при 75 % обжатиях и 6-ти кратном изгибе-разгибе, толщина проволоки от 0,42 до 0,52 мм, и справа схема шейки
Овальность проволоки приблизительно: 5 % при обжатии 30 %, 10 % при обжатии 50 %, овальность можно скомпенсировать, изгибая проволоку в разных плоскостях на волноводах с канавками. Вид сечения проволоки показан на рис. 5.
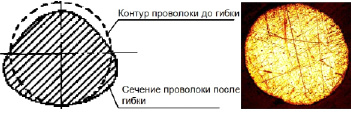
Рис. 5. Деформация круглого сечения проволоки, слева схема при одном изгибе и справа фото сечения при 3-х изгибах-разгибах и обжатии 50 %
Устойчивое волочение изгибом-растяжением при отношении диаметров проволоки и роликов  , при количестве последовательных проходов волочения N=4...6 и напряжениях растяжения 90 % от предела текучести позволяет стабильно получать обжатия до 40-50 % без обрывов на низко и среднеуглеродистой отожженной проволоке.
, при количестве последовательных проходов волочения N=4...6 и напряжениях растяжения 90 % от предела текучести позволяет стабильно получать обжатия до 40-50 % без обрывов на низко и среднеуглеродистой отожженной проволоке.
Заключение
Проволока полученная бесфильерным волочением методом изгиба-растяжения по предложенной технологии имеет отклонения формы поперечного сечения от круга и периодические колебания толщины по длине. Величина шероховатости сопоставима с размерами поперечного сечения проволоки. По причине неудовлетворительной геометрии бесфильерная проволока нуждается в дальнейшем в калибровании или в волочении. Волочение возможно фильерным способом, но для значительных дефектов формы возникают трудности с подачей смазки в очаг деформации. Поэтому для дальнейшей обработки такой проволоки предпочтительней волочение в роликовых волоках.
Для оценки возможности дальнейшей обработки проволоки волочением были исследованы механические свойства и микроструктура проволоки, полученной фильерным и безфильерным способами. Исследования позволили построить аналитическую модель для ресурса пластичности [4,6], усталостной прочности для проволоки при знакопеременных нагрузках изгиба-растяжения. Такая модель актуальна для решения задач механики сплошных сред при прогнозировании работоспособности алмазно-канатного инструмента. [7-15].
Библиографическая ссылка
Пащенко К.Г., Бахматов Ю.Ф., Кальченко А.А. (ст.), Рузанов В.В., Михайлицин С.В., Ярославцев А.А., Ярославцева К.К., Терентьев Д.В., Шекшеев М.А., Тютеряков Н.Ш., Шашкин Д.А., Кальченко А.А. (мл.) ГЕОМЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПРОВОЛОКИ ПОСЛЕ СОВМЕЩЕННОГО ПРОЦЕССА БЕСФИЛЬЕРНОГО ВОЛОЧЕНИЯ И ОЧИСТКИ ПОВЕРХНОСТИ // Успехи современного естествознания. – 2014. – № 12-4. – С. 421-424;URL: https://natural-sciences.ru/ru/article/view?id=34625 (дата обращения: 23.04.2024).